

Polilaktyd to termoplastyczny biodegradowalny polimer otrzymywany w wyniku polimeryzacji kwasu mlekowego. Polimer ze względu na łatwość drukowania znalazł szerokie zastosowanie w technologiach przyrostowych takich jak FFF/FDM lub stosowanej przez firmę Zortrax technologii LPD (ang. Layer plastic deposition). Większość producentów w swojej ofercie posiada wiele odmian polilaktydu w tym Grupa Azoty S.A sprzedające je pod marką Tarfuse. W niniejszym artykule przedstawiono ogólne wymagania odnośnie druku oraz przechowywania filamentów z PLA.
Podstawowe parametry druku filamentów z PLA
Na rynku istnieje wiele odmian PLA o różnej temperaturze topnienia oraz różnym stopniu krystaliczności. Najbardziej rozpowszechnionymi są odmiany krystaliczne o temperaturze topnienia powyżej 170oC oraz odmiany amorficzne. Filamenty z serii Tarfuse produkowane są z PLA o temperaturze topnienia powyżej 175oC. Wysoka temperatura topnienia wpływa na temperaturę druku, w przypadku drukarek 3D bez zamkniętej komory roboczej, zakres temperatur to od 195 do 230oC. Natomiast w przypadku drukarek zamkniętych np. Makerbot MethodX to 190-220oC (rys. 1)
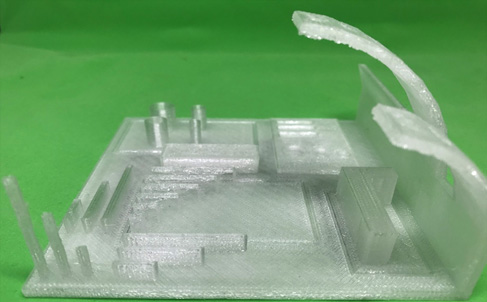
Rys. 1 Model testowy z prawidłowym wydrukowanymi mostkami w temp. 220oC za pomocą Makerbot MethodX, temperatura komory roboczej 50oC.
Wraz ze wzrostem temperatury druku z PLA może być widoczne tzw. nitkowanie (stringing) spowodowane płynięciem polimeru, efekt ten może być widoczny powyżej 230oC (rys. 2a i 2b).
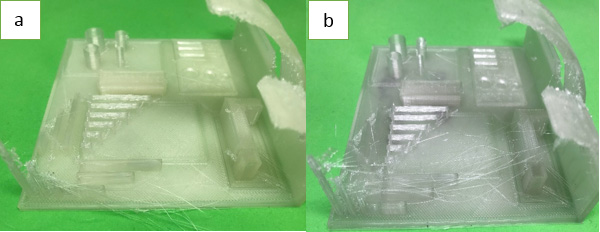
Rys. 2a i b. Przykłady striningu spowodowane zbyt dużym płynięciem polimeru z ekstrudera.
Filamenty do drukarek 3D z PLA mogą być drukowane zarówno na szkle, jak i na folii poliwęglanowej lub PEI, zalecane jest grzanie stołu roboczego do temperatury 50-60oC. Zastosowanie warstwy adhezyjnej nie jest konieczne ale w przypadku bardziej skomplikowanych detali, warto zastosować warstwę adhezyjną np. typu brim lub użyć kleju np. TESA albo Dimafix. Optymalna prędkość druku to 35-50mm/s a retrakcja w zakresie od 0,8 – 1,2 mm/s, ale jest ona zależna od wielu czynników oraz konstrukcji drukarki i należy wartość tą dobrać eksperymentalnie.
Kondycjonowanie filamentów naturalnych PLA
Filamenty Tarfuse PLA, cechują się niską chłonnoscią wody w porównaniu np. z filamentami z poliamidu 6 i dlatego nie mają dużych wymagań odnośnie magazynowania. Niemniej, zbyt długie przetrzymywanie szpuli z filamentem poza opakowaniem może wpłynąć na jakość druku. W przypadku materiału o zawartości wody powyżej 0,6%, widoczne mogą być problemy z nanoszeniem warstw, nitkowaniem oraz pęcznieniem i strzelaniem filamentu wychodzącego z dyszy na skutek odparowywania wody. W przypadku zawilgoconego filamentu wymagane jest suszenie materiału przed procesem druku. Dla PLA jest to temperatura poniżej temperatury zeszklenia czyli ok 45oC – 50oC. Grzanie filamentu powyżej tej temperatury może spowodować zmiany w strukturze polimeru zmieniając tym samym parametry druku np. szybkość wypływu materiału z dyszy. Kilkugodzinne grzanie powyżej temperatury zeszklenia powoduje, że PLA robi się plastyczne co może powodować sklejenie się filamentu na szpuli utrudniając lub całkowicie uniemożliwiając użycie filamentu. Bardzo ważnym zagadnieniem jest starzenie termiczne materiału, wielkokrotne grzanie i schładzanie może spowodować całkowite uniemożliwienie druku spowodowane pękaniem filamentu przed lub w ekstruderze na skutek różnego stopnia krystaliczności na całej długości filamentu. Starzenie termiczne skutkuje również zmianą parametrów druku w tym pojawienie się wspomnianego już zjawiska striningu.
Podsumowanie
Filamenty z PLA to materiały, które doskonale nadają się do szybkiego prototypowania oraz produkcji małoseryjnej ze względu na dużą ofertę barw oraz modyfikacji, mogą w niektórych aplikacjach zastąpić filamenty konstrukcyjne. Filamenty te ze względu na niezbyt duże wymagania odnośnie warunków drukowania mogą być stosowane na większości dostępnych drukarek 3D, zarówno markowych jak i reprapów.














{kind=link}